Nathan Spangler, Ph.D., Senior Director of Product Strategy and Innovation, Aldervron
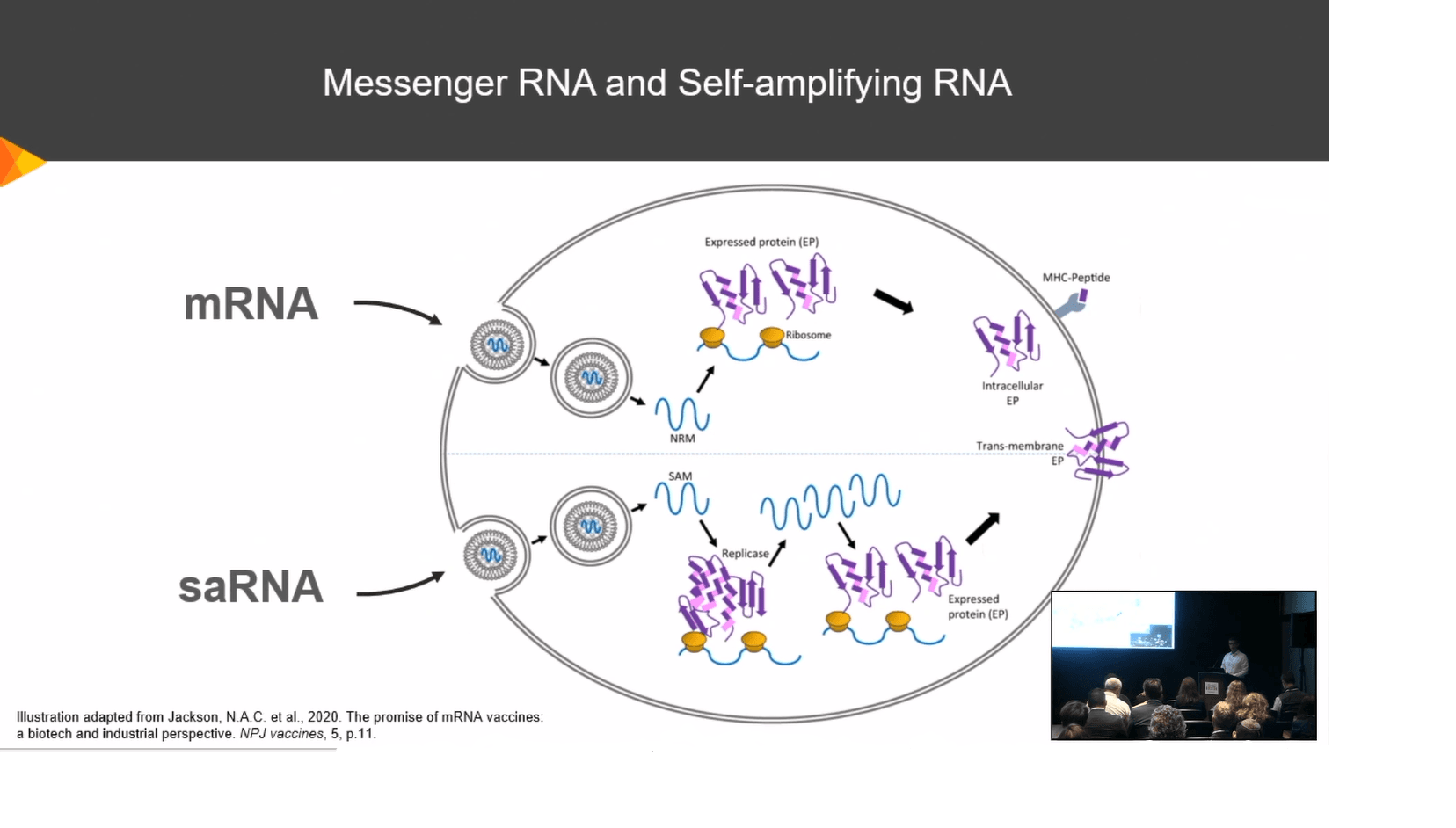
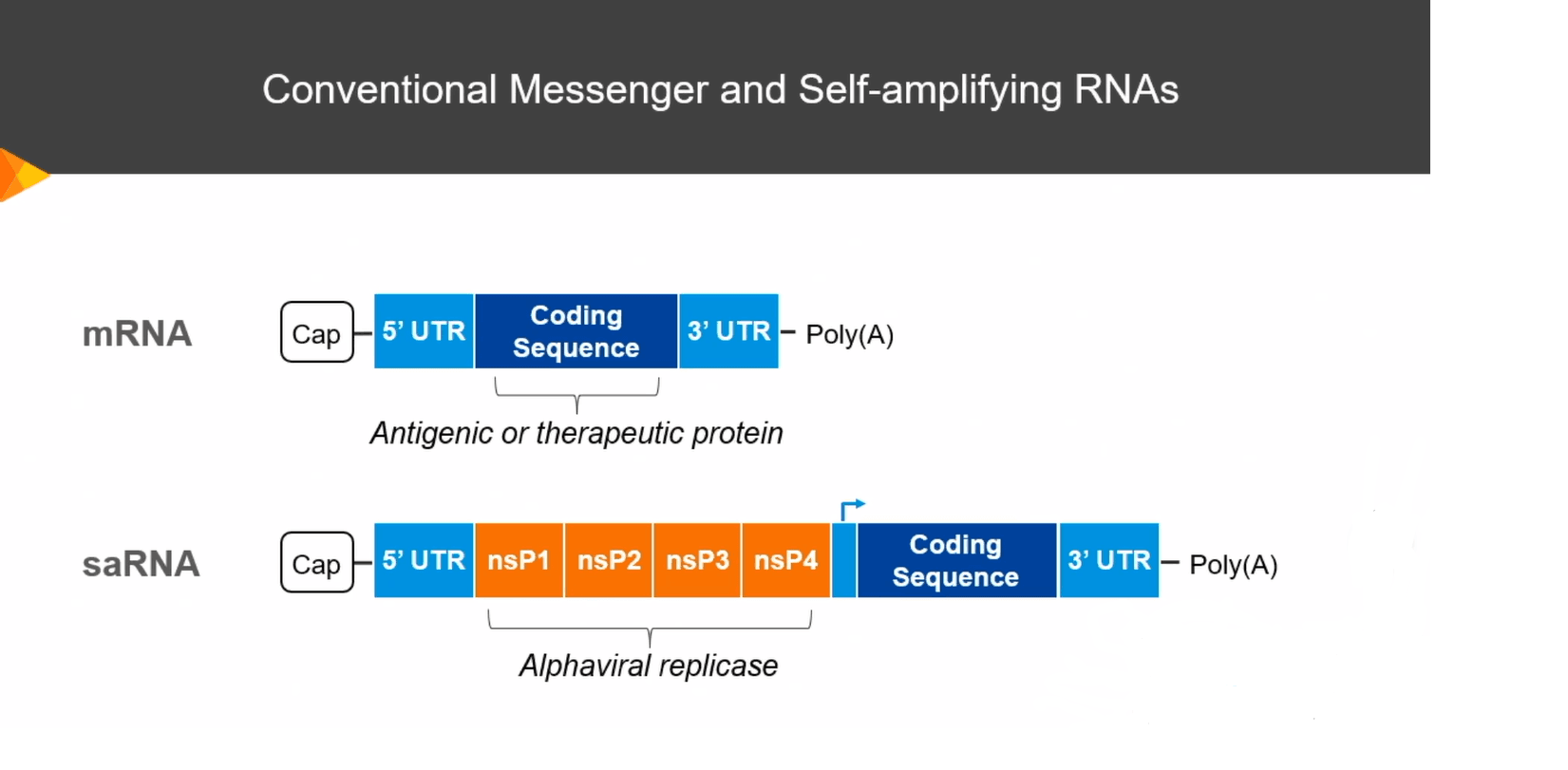
Dr. Nate Spangler started his talk by mentioning the two most common forms of RNA molecules used in therapeutic development: messenger RNA (mRNA) and Self-amplifying RNA (saRNA). He introduced saRNA molecules incorporating an engineered alpha viral replicon. The viral replicase genes dictate the amplification and the region encoding protein of interest will be expressed as a separate entity at high levels. This self-replicating ability not only leads to achieving desired levels of therapeutics at lower doses but also eliminates some of the safety concerns and the demand for expensive materials (such as purified enzymes and encapsulating agents). Both mRNA and saRNA have 5’ Cap, 3’ Poly (A) tail and untranslated regions in common. However, self-amplifying constructs are much larger and require special care for maximal efficiency and product quality.
Dr. Spangler stated that there are numerous applications of synthetic messenger RNA including protein replacement, gene therapy, stem cell reprogramming, immunotherapy, and infectious disease vaccines. He explained that each application will have distinct requirements, product attributes, impurities, and contaminants. While protein replacement purposes require sustained expression with preferably no immune reaction, mRNA vaccines are expected to elicit an immune response but not constant expression. Also, a high-dose therapeutic for mRNA might have lower limits for contaminants and impurities as compared to a lower dose applications like a vaccine based on an saRNA.
The different physical attributes of mRNA dictate the manufacturing solutions, explained Spangler. In vitro transcription of mRNA requires a high quality plasmid DNA with a backbone including components required for mRNA manufacturing and function, such as replicon elements, UTRs, poly A tail and so on. The plasmid designs for saRNAs are more complicated than mRNA, and have pre-configured backbones that contain the elements for amplification and expression which are used to insert the coding sequence for the payload.
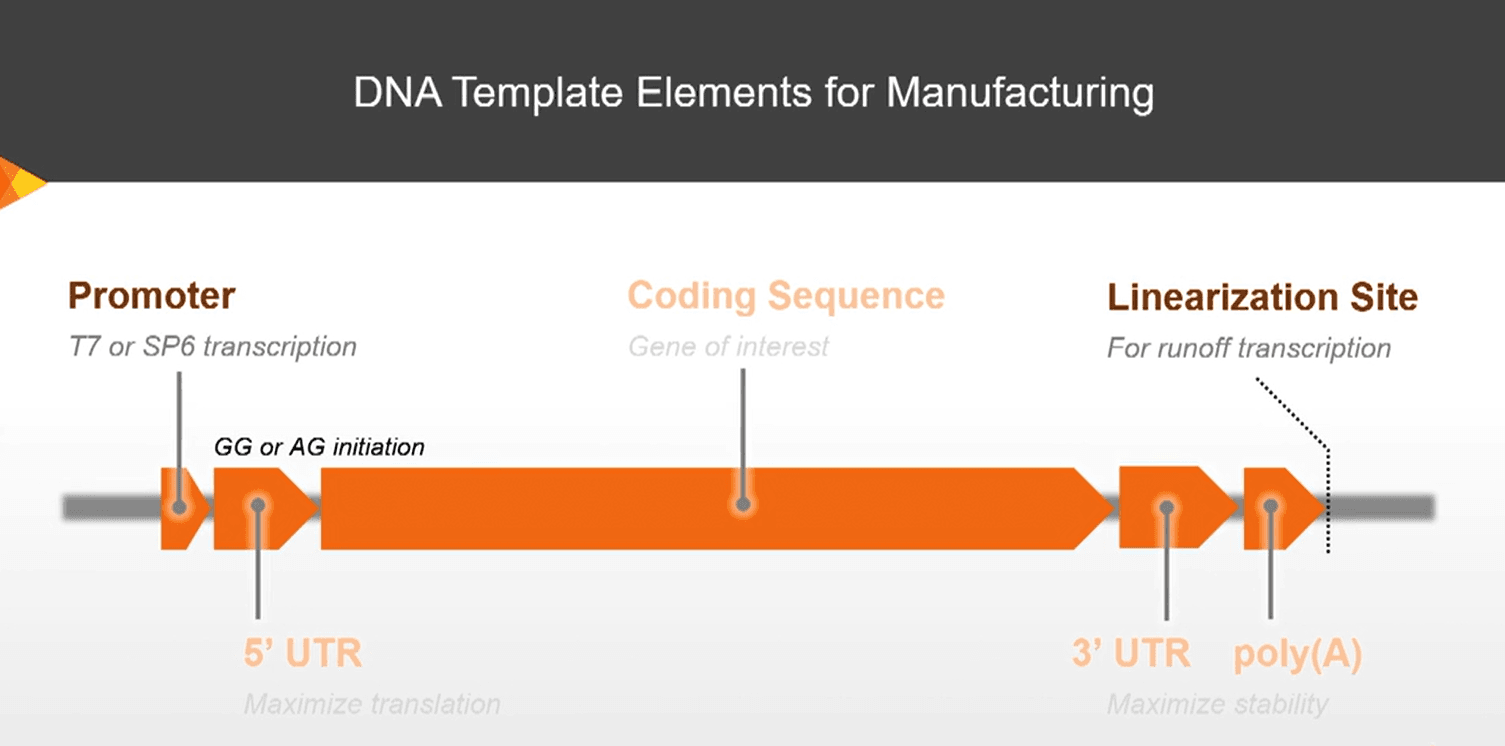
Dr. Spangler put an emphasis on some key elements to consider regarding manufacturing and function while designing a DNA template. Elements for manufacturing are the promoter and linearization site. T7 RNA polymerase is the most common enzyme used for in vitro transcription purposes. Additionally, the transcription initiation sequence must be compatible with 5’ capping technology. There are also important considerations for linearization enzyme which should ideally be widely available, manufactured in an animal-free manner, be economical, and generate a blunt end or 5’ overhang to avoid unwanted transcriptional products that can result from a 3’ overhang.
5’ UTR regulates translational initiation while 3’ UTR preserves stability and influences localization and stability. For expression of antigenic or therapeutic protein, coding sequence can be optimized upon what is going to be expressed. He explained these elements by giving codon optimization and uridine depletion as examples. Codon optimization is feasible in case of heterologous gene expression. Uridine depletion could potentially reduce the stimulation of an undesired immune response.
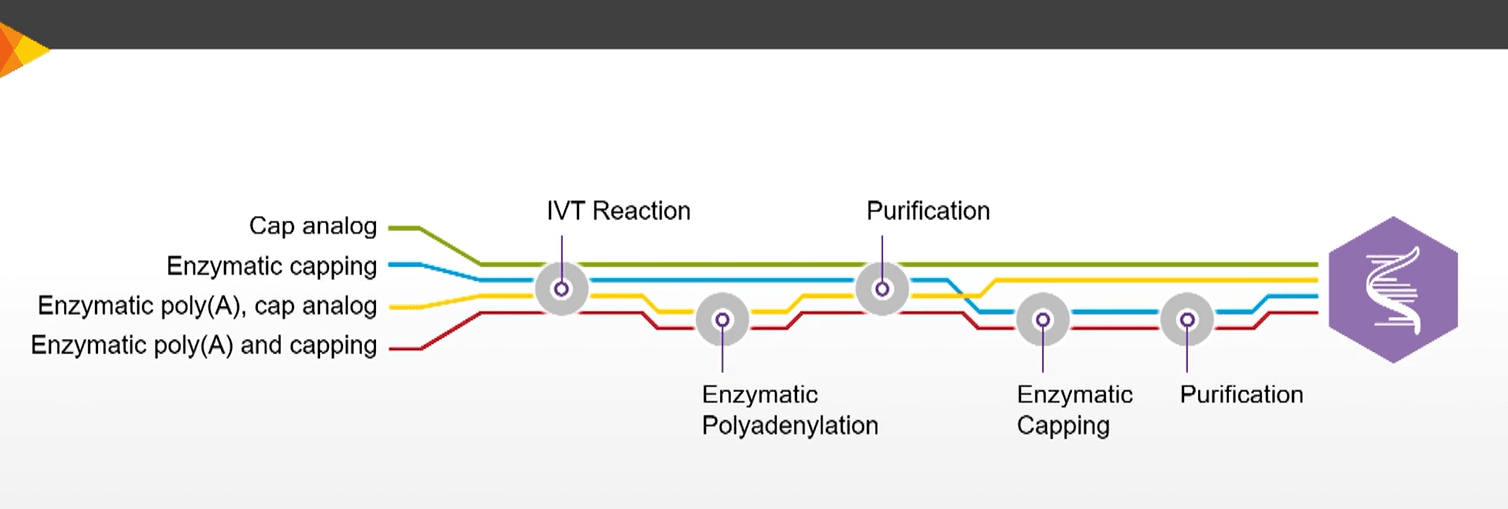
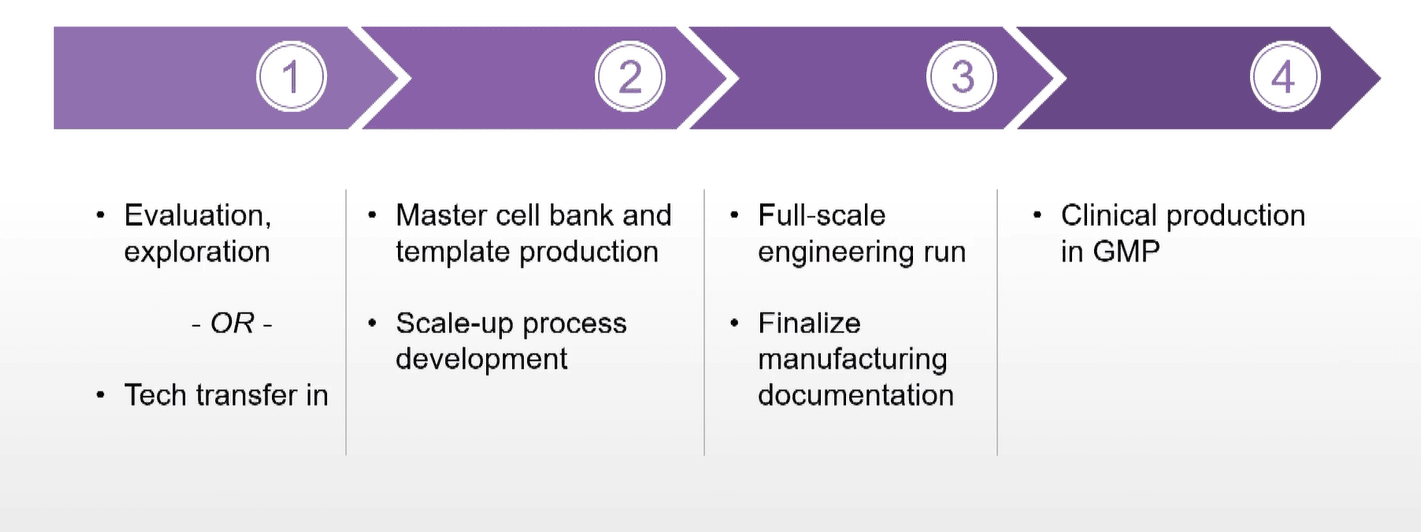
While talking about batch sizes, Dr. Spangler stated that the required batch size varies depending on the phase of the clinical study. In addition to the study phase, the type of the application, intended use, and variable physical properties are determinants of the required batch size. The best path for manufacturing can be achieved through several considerations such as purity, critical process parameters, inclusion of modified nucleotides, capping technologies and analytical methods. He gave examples from real data indicating that lower temperature (32oC) improved yield and RNA integrity in case of larger constructs. Capping optimization studies have indicated that higher enzyme concentration and higher temperature is the most efficient combination for post-translational enzymatic capping reaction of 2kb mRNA size.
He continued his presentation with product and process impurities complicating the purification process such as double-stranded RNA, truncated fragments and DNA template which have similar properties with RNA of interest. Time consuming and labor-intensive purification methods, limited tools for mRNA purification, degradation due to the inherent instability of mRNA also add up to the complexity of purification. Because of their comparably larger sizes in general, mRNAs do not interact well with conventional chromatography resins which are widely used in biologics manufacturing. Luckily, there are purification options based on affinity and charge as well as reverse phase chromatography, hydrophobic interaction chromatography and cellulose treatment.
Dr. Spangler concluded his talk by emphasizing the importance of safety and efficacy in the success of mRNA and saRNA therapies and vaccines. He underscored the necessity to establish platform and product specific analytical methods assessing the CQAs.
Standardized release specifications and robust characterization methods ensure a smooth progression through clinical phases. The draft guideline published by the USP recently depicts standardized quality tests, test methods and calls for more comprehensive testing of product attributes. He gave an example indicating that 5’cap and 3’polyA tail determining mRNA integrity can be measured by HPLC or LC-MS and double-stranded RNA impurity as a safety concern can be assessed by antibody based methods.