Streamlining the Upstream Workflow for Plasmid DNA Manufacturing
The need for large-scale production of GMP-grade materials for biological products has never been greater. The shift is partially due to the demand created by mRNA vaccines and compounded by the emerging cell and gene therapy market. The need for novel treatment options to combat cancer, vector-borne diseases, metabolic disorders, and other infectious diseases is increasing on a global scale. The cell and gene therapeutic market is growing substantially as new highly specialized treatments emerge from both industry and academia. The need for solutions to support gene and gene-modified cell therapy is growing, and with it the need to support developers and regulatory authorities as they define critical quality criteria for these new modalities.Gene therapy and gene-modified cell therapy utilize plasmid DNA (pDNA) to deliver a gene into a cell using viral vector or gene editing for the purpose of modifying cells from a patient or donor to alleviate suffering from diseases such as lymphoma, muscular dystrophy, or hemophilia. Pharmaceutical-grade pDNA is being used more and more in bioprocess manufacturing as highly specialized raw material with strict quality attributes to ensure efficient manufacturing of these therapeutics. The pDNA segment of the market totaled $150 million in 2019 and is expected to reach $340 million by 2024 with a compound annual growth rate (CAGR) of 17.8% during the forecast period.Bulk production of pDNA is challenging, requiring the continuous monitoring of important production parameters including agitation, pH, temperature, dissolved carbon dioxide, pressure, and foam formulation due to its high viscosity, sensitivity to shearing, and large size. The average amount of pDNA recovered from 1 kilogram of wet biomass ranges from 0.5 to 1.0 grams final product, therefore combating production challenges to meet massive scale requirements is paramount to delivering efficiency and cost savings solutions.
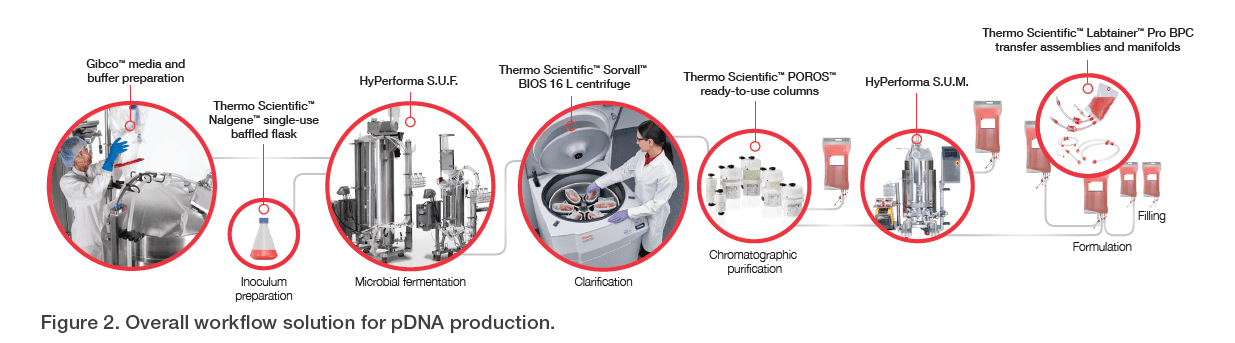
Culture medium and fermentation protocols are pivotal in maintaining a high-quality optimal percent yield while minimizing contaminants that will need to be removed during purification and downstream process steps. Here we will discuss the scalable process workflow solutions available from initial R&D investment to clinical testing, and commercialization.
The primary goal of upstream processing is to facilitate a massive amplification of biomass. This process starts with frozen seed stock and moves through a series of volumetric scale-ups in support of optimal bacterial growth and division to provide a product with the highest possible quantity and quality. Culture medium selection is a critical component used in the upstream manufacturing workflow, and directly contributes to the quantity and quality of pDNA produced in E. coli.The key components for microbial medium include a carbon source, nitrogen source, organic phosphate, sulfur trace metals, amino acid or peptide content, vitamins, and salts. Ingredients known to inhibit bacterial growth and division are excluded in support of higher final pDNA yield. Enriched blends of medium formulation exhibit additional buffering capacity, typically in the form of phosphate, to maintain pH. An additional carbon source, typically in the form of glycerol or glucose, is added to the formulation mix to satisfy microbial replicative energy needs without increasing other cellular activities.The early stages of research, inoculum development, media development, and growth kinetic parameter monitoring allow researchers to fine-tune their protocols with the end goal of efficiently increasing yields while maintaining target quality parameters. With the cell and gene therapy market in an early stage of commercial availability, safety is a key pillar of regulatory focus.
An emerging industry trend is to move toward animal origin–free components to avoid safety risks, creating a need for decreased components or even completely chemically defined medium. Products derived from animals exhibit a potential risk of transmissible spongiform encephalopathy (TSE), notably bovine spongiform encephalopathy (BSE), caused by prion accumulation in the central nervous system. Using animal origin–free or chemically defined medium allows for researchers to eliminate risks that may arise due to unknown components from the originator species.Peptones, also referred to as hydrolysates, are a type of growth supplement that are widely used in bioprocessing. Peptones are derived from natural sources such as plants or animal materials, which are digested under controlled conditions using chemical or enzymatic processes to provide a diversity of essential nutrients supporting microbial and mammalian cell growth. Due to their origin from yeast, plant, and animal sources, peptones exhibit different nutritional compositions. Peptones are used as a nutritional source in culture medium for any cell type, mammalian or microbial, and exhibit benefits including cellular protection from culture metabolites, by accommodating higher concentrations of pivotal culture components, and by increasing cell longevity.Screening different peptone blends will allow for optimization based on the growth requirements of your organism to maximize cell performance and optimize high-yield production. Gibco™ Peptone Starter Paks (Table 1) are available at 100 g of each peptone suitable for non-GMP evaluation purposes and are commercially available in GMP grade. Starter paks provide customers with small-scale samples of proven peptones for specific human or animal health and vaccine production. Options including both animal-derived and animal origin–free peptones are available and are distinctly different in composition depending on the organism and intended application.
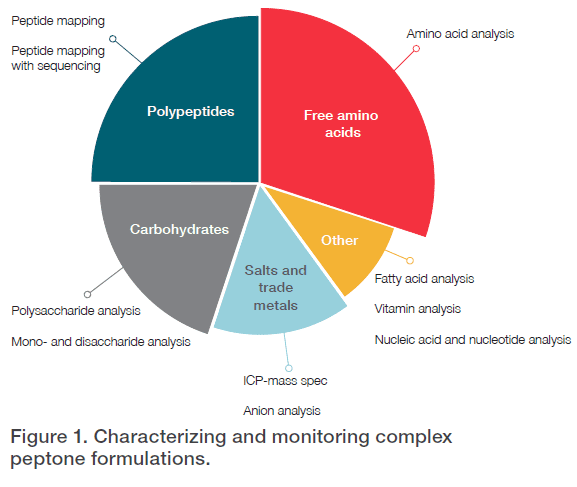
Gibco™ peptone blends undergo specialized analytical testing to characterize and monitor performance parameters of complex formulations. Testing parameters are outlined in Figure 1, with additional testing of molecular weight distribution, ash, beta glucan, loss on drying, amino nitrogen/total nitrogen, protease, and metabolite analysis of ammonium, lactate, glutamate, L-glutamine, and glucose.
Analytical monitoring has resulted in decreased lot-to-lot variability. Establishing a baseline of performance provides customers with the ability to focus on the key drivers that may contribute to variability within their operational process. Generating protocols based on growth parameter data using a blend of consistent nutritional supplements during the early research stages can help to reduce inconsistencies that may be observed between future larger-scale batches.With a customer focus on maintaining consistency between batches, having a fully chemically defined medium available for use can help to mitigate variability risks during pDNA production. Gibco™ Bacto™ CD Supreme Fermentation Production Medium (FPM) is the first commercially available chemically defined medium for microbial fermentation. Bacto CD Supreme FPM is a dehydrated powder medium (DPM) designed specifically for fermentation applications to support high-density cultures of E. coli. Bacto CD Supreme FPM is chemically defined, hydrolysate-free, and animal origin–free. When transferred from Thermo Scientific™ Powdertainer™ BioProcess Containers (BPCs) into closed-top Thermo Scientific™ HyPerforma™ or imPULSE™ Single-Use Mixers (S.U.M.s), the chance of dust generation in media hydration and solution preparation areas was significantly reduced.
Bacto CD Supreme FPM Benefits
The implementation of various media offerings can result in differences in the specific growth rate, plasmid copy number, stability of the pDNA product, and the amount of biomass produced. pDNA yields are typically low as compared to wet biomass, expressed in milligrams of pDNA per liter of culture (mg/L). Therefore, optimizing parameters that contribute to high quantity and quality of pDNA is pivotal to ensuring financial and operational efficiency. Peptones and chemically defined supplements can be quickly adapted to improve culture performance, enhance protein production, support viral infectivity, and deliver the desired protein quality from the start of research through to commercial-scale production.
Fermentation equipment, protocols, and monitoring factors directly contribute to the amount of pDNA recovered from wet biomass following batch production. Once the microbial culture processing increases volumetrically, a need for a more complex and controlled environment to continue amplification shifts from containment in flasks to larger-scale single-use fermentors. Fermentors create a closed system that facilitates the growth of microorganisms, equipped with a sterile holding tank, stirrer, coolant system, control panel, aeration unit, and input and output channel. Thermo Fisher Scientific has developed the Thermo Scientific™ HyPerforma™ Single-Use Fermentor (S.U.F) that allows researchers to monitor specific maintenance parameters including temperature, oxygenation level, agitation, and the need for additional nutrient supplements or anti-foam additives with limited risk of impact to the bulk media broth.The HyPerforma S.U.F. was designed for use with BPCs and corresponding bioprocessing equipment and automation that is available individually as a collective workflow solution for DNA bioprocessing. Film platforms for the BPCs include the five-layer Thermo Scientific™ Aegis™ 5-14 and CX5-14 films that provide an excellent, highly durable moisture and oxygen barrier. Films can be tested for 100% integrity, helping to ensure high-quality control parameters are maintained for each BPC produced.
Table 2 shows some details from customers in using the HyPerforma S.U.F. for production of enzymes, e.g., T7 RNA polymerase, in addition to pDNA since production of enzymes succeeds production of pDNA.
Once pDNA is produced and purified, it is combined with T7 RNA polymerase enzyme as part of the next steps to produce mRNA that is used in the manufacturing of vaccine for SARS-CoV-2. Variations in the volumes of the heat-sterilized vessels, which were used by the customers prior to using the HyPerforma S.U.F., are noted in Table 2.The examples of E. coli culture for enzyme and pDNA production in the HyPerforma S.U.F. noted here have been shared by the customers who used the system. Please go to thermofisher.com/suf for more details.Design of the HyPerforma S.U.F. considers the spatial and practical challenges of the fermentation process, and offers specifications focused on maintaining a closed, sterile system, while providing ease-of-use improvements. The HyPerforma S.U.F. delivers an optimal growth environment through powerful agitation with three Rushton impellers and baffles, high gas flow rates, and efficient cooling through a greater surface area of the vessel. Powerful mixing capability comes from the top-driven impeller assembly utilizing multiple Rushton impellers and baffles to prevent liquid vortexing. The AC motor provides mixing rates of 35–375 rotations per minute (RPM) for the 300 L size, and 60–600 RPM for the 30 L size. The sides and bottom vessel jacket supports advanced temperature control.
Scalable from 30 L and 300 L systems with 5:1 working volume operation of 6–30 L and 60–300 L, respectively
Requires fewer seed train vessels offering the ability to perform concurrent cell runs in parallel vessels
Requires fewer BPCs and exhibits more standardized parts
Sterile line connections
Reduction of capital expenditures (CapEX) andoperating expenditures (OpEX)
The HyPerforma S.U.F. is designed to help you deliver results for your fermentation processes. The HyPerforma S.U.F. has been developed with standard stainless-steel fermentation design geometry (3:1 height-to-diameter, 5:1 turndown ratios), making scale-up and process development activities easy. Bottom-mounted, drill-hole sparge technology works with the Rushton impellers and baffles to meet the high kLa requirements necessary to optimize microbial fermentation.The single-use format helps reduce batch turnover activities, eliminating the time-consuming clean-in-place (CIP) and sterilization-in-place (SIP) cycles, helping to decrease costs and increase productivity.The success of microbial fermentation processes is dependent upon interactions between the host organism and the recombinant plasmid vector, pDNA copy number, the gene size, and the parameters of the growth environment including temperature, pH, dissolved oxygen, agitation, and mixing speed. These process-monitoring components impact the quality and percent yield of the final pDNA product, therefore a shift toward predictive reproducibility between batches can offer time and cost savings.
3 Rushton impellers
4 removable baffles
Ring like sparge
3:1 aspect ratio
Direct drive—no slipping under load(regardless of viscosity of material)
High-flow exhaust system (up to 2 vessel volumes per minute)
Automation can be used as a process control feature eliminating the need for taking repetitive samples and therefore limiting the potential risk to the bulk mix. Continuous monitoring with the Thermo Scientific™ TruBio™ Bioprocess Control Software with the Thermo Scientific™ HyPerforma™ GXCore, G3Lab, G3Lite, and G3Pro Bioprocess Controllers creates consistency. Single-use pH and dissolved oxygen probes with temperature well and sampling port function within the closed system, with the option of having probes autoclaved. All sizes of the HyPerforma S.U.F can be accompanied with the TruBio Bioprocess Control Software solution allowing for use of a singular interface to monitor and store data in a secure, reproducible manner across the production span from early R&D through to commercialization.
The global demand for novel treatments in the therapeutic areas of cancer, vector-borne diseases, metabolic disorders, and other infectious diseases is rising. Rapid increases in the realm of cell- and gene-based therapeutics moving into late-phase clinical development and commercialization has caused a bottleneck in pDNA manufacturing. Finding a way to increase manufacturing capacity while maintaining high-quality standards poses a unique challenge. The demand for reproducible, high-quality, and customizable bioprocessing material is forecasting its continued growth through 2025. Thermo Fisher Scientific excels in the ability to maintain supply chain integrity while sourcing consistently high-quality raw materials and providing customers with cGMP scale-up support.
Recent developments for microbial bioprocessing have provided the pharmaceuticals industry, notably vaccine and therapeutic protein manufacturers, with dedicated solutions at the right scale, quality grade, and with enough flexibility to help streamline these processes. Building redundancies and therefore added confidence in supply chain integrity is a key initiative within the Thermo Fisher Scientific bioprocessing business. An emphasis on network enablement to provide comparable products regardless of the geographic manufacturing location is underway to ensure end users can source pivotal bioprocessing components without interruption. The goal is to focus on expansion, conversion, enablement, standardization, harmonization, and migration to offer quick and affordable bioprocessing, alleviating the stress caused by potential supply chain delays or shortages. With a proven portfolio of solutions that span discovery through large-scale commercial production, we bring process intensification across your upstream workflows, without compromising on quality.