by Scott Merz, Business Development Manager, Asahi Kasei Bioprocess America
The market demand for oligonucleotide products continues to accelerate with government-invested genome projects and therapeutics acting as some of the primary drivers behind the growing wave. The compound annual growth rate for oligonucleotide production is 17.6% with the Global Oligonucleotide Synthesis Market valued at about 7.3 billion in 2021. By 2028, the sector is projected to be 22.5 billion.1 The question posed to manufacturers in this space is simple: How do we scale to meet market demand and take advantage of this substantial opportunity?
Let’s start by exploring how it’s been traditionally done. The precursor to oligonucleotide manufacturing lies in a multitude of technical advances in methodology, research, and biotechnology development, as well as beneficial laws allowing for more academic research funding – such as the Bayh-Dole Act. Developed in the 1980s, the Phosphoramidite Approach is still the industry-standard method, allowing oligonucleotide synthesis to develop from being created by chemists in a lab to commercial-scale operations.
With a brief background established, let’s dive into how to scale as a manufacturer. There are three main ways to scale any manufacturing operation: Acquire a current company, build a new one or expand your existing facilities. To accelerate the path to success, there are several considerations on how to upgrade your current facility, tackle acquisitions or build a future-focused operation.
The first consideration is an in-depth cost analysis of your current operations. Are your facilities designed for expansion? How much will it cost to upgrade your existing technology and physically expand your operational capacity while hiring new employees? Does that cost more or less than the cost of acquiring an existing facility or building a new one? It is also imperative to consider the long-term costs. It may be less expensive initially to just expand your current operations, but that might only be in the short-term depending on the operational design limits. A more ideal long-term strategy may involve reservedly increasing operational efficiency at current facilities and investing in building and acquiring spaces that can grow or are already optimal for future operational purposes.
The first few years of operation may be tumultuous with rising demand creating operational strain; and the design of these facilities may inadvertently create bottlenecks during production that are only exaggerated with expansion. The consideration of varying operational approaches will be vital, and a solid plan will ultimately prove to be less expensive and more time efficient. Questions to consider are what kind of oligos are you going to produce and at which stage? Are you going to produce a market-ready product or send your oligos to other facilities? Are you a contract manufacturer who is interested in peptides as well? Having a plan with strictly defined parameters will save you money and keep you focused on success.
The overall quality of the equipment used in your production train will have a significant impact on your yield and revenue over time. Reliable, high-performing systems and columns can increase efficiency and “A stepwise coupling efficiency of 98.5% for a 20-mer oligo results in an overall yield of 75.0%, whereas a 99.5% stepwise coupling efficiency for the same molecule increases the overall yield to 90.9%.” 2 Choosing equipment that can dependably produce repeated results can ultimately lead to higher yield which in turn leads to a higher margin per batch.
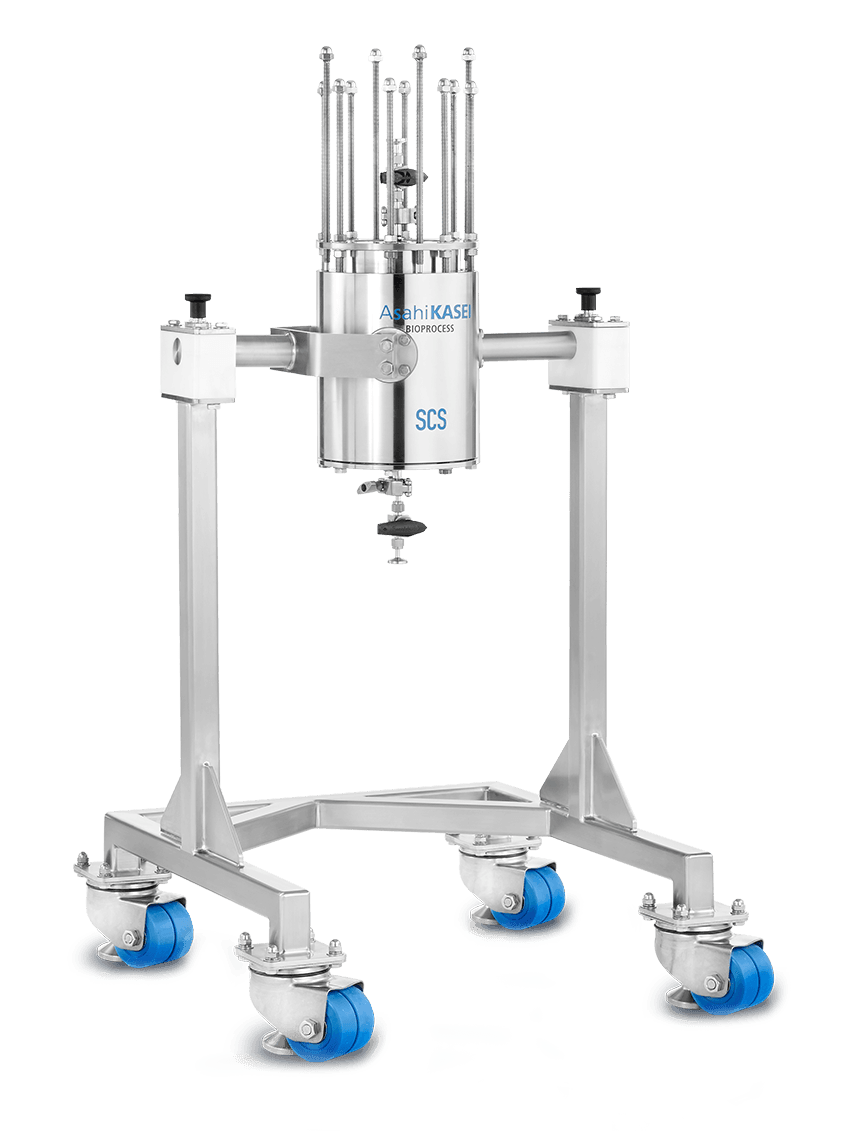
There are an increasing number of advances in technology around the equipment as well as factory management. Future-thinking manufacturers should consider upgrading to an Industry 4.0 “Smart Factory” design. A smart factory digitizes and integrates machinery, data collection and information streams to streamline facilities – giving manufacturers the ability to self-adapt. Any factory can start digitizing and scaling through an array of different technologies from label scale-up solutions and automation software to physical equipment that enable seamless scale-up such as SCS Columns. Sustainability is another crucial factor when it comes to oligonucleotide manufacturing. Focus on an environmentally minded future greatly impacts your bottom line. Lighting alone consumes an average of 12% of a facility’s energy cost so switching to LEDs and installing skylights can have a significant impact on operational costs. 3 This, along with deriving energy savings from increasing the overall utilization of ‘green’ energy to power your facilities, will help reduce long-term costs and carbon footprint. Such solutions can also produce additional savings via government incentives, such as discounts and rebates.
Continuing with the sustainability theme, particularly at manufacturing scale, another important aspect to keep in mind is practicing sustainable chemistry. This includes improvements in the chemicals used and the ability to re-use a larger amount of the chemicals leading to less hazardous waste and a decrease in the overall need for more materials. An example of this is collecting the cleaner solvent used in the synthesis stage then reusing that solvent at the beginning of the next equivalent wash.
Your team can make or break your business. It is important to define your corporate values, understand the correlation between revenue growth, factory size and employee count; and use focused HR initiatives to retain good talent. The average cost to the employer for an employee to resign is about 33% of that employee’s salary. 4
Focusing on factors such as improving training and development, appropriate pay & benefits, recognizing good work and providing performance feedback are just some of the key aspects of increasing employee retention. Specifically, with working in an oligonucleotide facility, it is crucial to note that additional focus on employee safety as well as designing areas for your employees to work, collaborate, eat, exercise and hold recreational/team-building activities could be pivotal. Overall, a motivated and productive team will lead to better results.
When all is said and done, proper scaling ultimately comes down to cost analysis. Your decisions should be purpose-driven and backed by a thorough process that reaps you the largest profit potential over time. Focusing energy into operational efficiency and management, inventory optimization, sustainability, and up-to-date technology – all propelled by a motivated team that aligns with your company’s core values – can maximize your scaling opportunities and results.
Visit Us Online
Oligonucleotide Manufacturing Solutions Sign Up for our Newsletter Get to know MOTIV LinkedIn Contact Sales
1 Brand Essence Research, “Oligonucleotide Synthesis Market Size, Share & Trends Analysis Report By Product (Oligonucleotide-Based Drugs, Synthesized Oligonucleotides, Reagents, Equipment), By Applications (Therapeutic Applications, Research Applications, Diagnostic Applications), By End-Users (Hospitals, Pharmaceutical & Biotechnology Companies, Diagnostic Laboratories, CROs And CMOs, Academic Research Institutes), By Disease Type (Neurological Disorders, Infectious Diseases, Other Diseases) Based On Region, And Segment Forecasts, 2022 - 2028,” published January 2022, https://brandessenceresearch.com/chemical-and-materials/oligonucleotide-synthesis-market
2 Asahi Kasei Bioprocess America, Inc., “Oligosynthesis Manufacturing Solutions,” https://fluidmgmt.ak-bio.com/wp-content/uploads/2021/09/Oligonucleotide-Manufacturing-Solutions-Brochure.pdf.
3 U.S. Energy Information Administration, “Frequently Asked Questions (FAQS),” accessed February 3, 2021, https://www.eia.gov/tools/faqs/faq.php?id=99&t=3
4 Branka Vuleta, “30 Troubling Employee Retention Statistics,” Legaljobs, February 1, 2021, https://legaljobs.io/blog/employee-retention-statistics/#:~:text=Employee%20retention%20rates%20hit%20a,retention%20among%20the%20highest%20priorities